


WORK PLACE
工作的地方
![]()




Office Building 办公大楼 公司的办公场所、接待场所,综合调控公司的运营,是一所综合性的大楼。 | Technology Center 技术中心 进行技术科研和技术创新,汇聚专业研发人才,企业核心技术发源地。 | Experimental 试验室 是项目测试的必要环节,对产品稳定性、高效性、可靠性进行评估,以保证达到最佳要求。 | Plant 厂区 进行设备的生产,先进的生产流水线和高效的工作方式是企业能力的体现。 |
Technology sources
核心业务
![]()
节能减排 | 污水治理 | 烟气净化 | 余热回收 |
CORE TECHNOLOGY
核心技术
![]()
应用领域 技术来源 脱硫脱硝技术原理 脱硫脱硝技术优势 水处理技术 余热回收技术 |







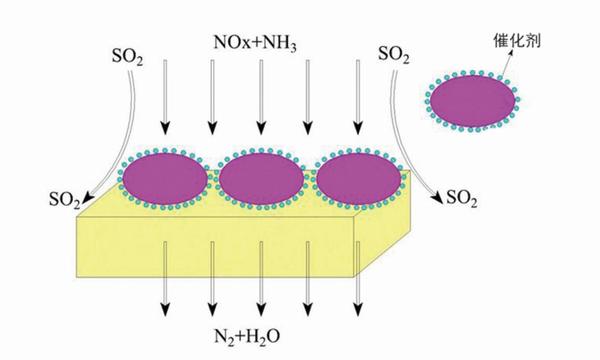
SCR脱硝工艺
焦炉烟气进入SCR反应器,烟气中的NOX与NH3的混合物在催化剂的作用下发生还原反应,生成N2与H2O,从而达到去除烟气中NOX的目的。催化剂选用中温催化剂需要将烟气通过燃气补燃后加热到300~320℃进入反应器。选用低温催化剂则无需加热,只需定期解析催化剂。
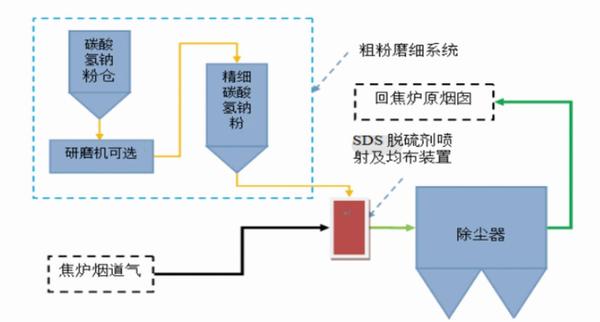
SDS干法脱硫工艺
SDS干法脱硫技术是将研磨机研磨后的高效脱硫剂(20-30μm)均匀喷射在烟道内,粉末状脱硫剂在烟道内被热激活,比表面积迅速增大,与焦炉烟气充分接触,发生物理、化学反应,烟气中的SO2 等酸性物质被吸收净化。经吸收 SO2等酸性物质的含粉料烟气进入布袋除尘器进行进一步的脱硫反应及烟尘过滤净化,脱硫除尘后的净烟气进入原烟囱排放。
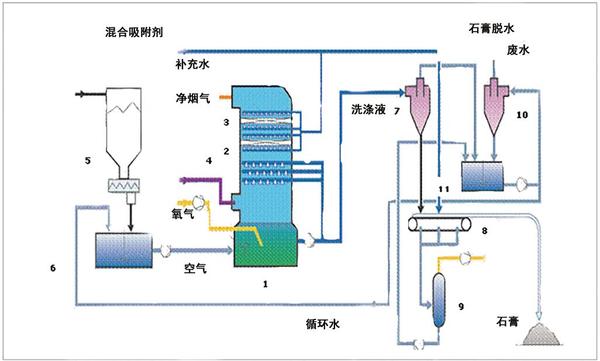
LCO法烟气脱硫低温脱硝二次除尘一体化技术
LCO法是利用LCO专有催化剂,在氨法的基础上,通过系统集成而形成的烟气脱硫低温二次除尘硝脱一体化技术。
催化剂具有对SO2、NOX等酸性气体的强烈捕获能力,并对脱硫、脱硝具有正向性催化作用。其优越的性能与现广泛应用的湿法喷淋工艺完美结合,产生了卓越的一体化烟气清洁技术——LCO法烟气脱硫低温脱硝二次除尘一体化技术。
催化剂是LCO法的核心。催化剂的基体是专业生产的复合有机物,将这种有机物按一定比例与水混合,从而得到稳定的催化剂吸收液,利用催化剂吸收液洗涤烟气,捕捉烟气中的SO2、NOX等酸性气体,生成稳定的稀硫酸、稀硝酸,通过加入碱性中和剂(氨水),制成硫酸铵、硝酸铵化肥,从而达到高效脱硫、脱硝的能力。
脱硫原理
SO2的捕捉:
烟气中的SO2遇水形成亚硫酸H2SO3,催化剂快速使亚硫酸氧化成硫酸,催化剂随即与之分离。
SO2+H2O → H2SO3
H2SO3+LCO →LCO•H2SO3
LCO•H2SO3+O2 → LCO+H2SO4
硫酸(H2SO4)的中和:
在脱硫形成的稀硫酸混合液中加入碱性中和剂进行中和。加入氨水中和剂产出硫酸铵化肥。
脱硝原理
NOX的捕捉:
烟气中的NO难溶于水,当加入强氧化剂时,NO转化为易溶于水的高价氮氧化物(NO2、N2O3),高价氮氧化物与水生成亚硝酸HNO2,催化剂快速使亚硝酸氧化成硝酸,催化剂随即与之分离。
强氧化剂+NO→N2O3+NO2
N2O3+NO2+H2O→HNO2
HNO2+LCO→LCO•HNO2
LCO•HNO2+O2→LCO+HNO3
硝酸(HNO3)的中和:
在硝酸形成的稀硝酸混合液中加入碱性中和剂进行中和。加入氨水中和剂产出硝酸铵化肥。
SCR脱硝优点
1、采用中低温催化剂,反应温度低,从而对原烟气温度要求较低。
2、催化剂采用蜂窝式设计,脱除NOX效率高,可达到85%以上。
3、催化剂使用寿命长。催化剂采用模块化设计,各层模块规格统一、具有互换性,减少了更换催化剂的时间。
4、国内外该技术应用较多,工艺成熟,稳定可靠,运行成本低。
干法脱硫工艺优势
SDS脱硫工艺具有良好的调节特性与适应性,脱硫装置运行及停运不影响焦炉的运行,脱硫系统的负荷范围与焦炉负荷范围相协调,保证脱硫系统稳定可靠地连续运行。
具有以下特点:
1、系统简单,操作维护方便
脱硫剂直接喷入烟道,无需在管道上新建设备,脱硫系统非常简单,设备较少。进口核心设备,故障率低,操作维护方便。
2、运行成本低
整个系统无循环水系统,工艺相对简单,耗电设备少,与湿法脱硫相比,脱硫成本相对较低。
3、实现热备
脱硫剂喷入烟道是干态物质,因此为全干系统、无需用水,不增加烟气中的含水量,排放的烟气没有冒白烟现象,不存在烟道和烟囱的腐蚀问题。排放的烟气温度至少在150℃以上,热备效果远高于湿法。
4、脱硫效率高
由于高效脱硫剂(20-30μm)在烟道内被160℃以上的烟气激活,比表面积迅速增大,活性较大,与烟气中的酸性气体充分接触,迅速发生物理、化学反应,脱硫效率非常高。
5、灵活性很高,可以满足现有工况下特别排放限值要求
根据烟气中酸性物质的含量动态调节脱硫剂的注入量,完全不受其他因素影响,因此,该技术运行灵活性很高,可以满足现有工况下特别排放限值要求。
LCO法优势
LCO法是烟气治理领域前沿技术,它集成了国内外现有的先进技术;LCO技术将依托其高效净化和低运行成本优势代替现有的脱硫脱硝技术,满足不断升级的烟气治理环保要求。山西易通集团与天津大学环境工程学院合作,对此技术进行了升级和完善,并开发运用了多项独有技术,使该项技术更趋成熟和完善。
![]() 脱硫效率高
脱硫效率高
脱硫效率≥99%,出口SO₂排放浓度≤50mg/Nm³。
![]() 脱硝效率高
脱硝效率高
脱硝效率≥85%,低温(引风机排烟温度80~180℃)脱硝。
![]() 二次除尘效率高
二次除尘效率高
二次除尘效率≥85%。
![]() 无二次污染
无二次污染
无固体废物和污水排放。
![]() 运行成本低
运行成本低
LCO法副产品为化肥,运行成本很低,其运行成本比常规工艺低1/3以上。
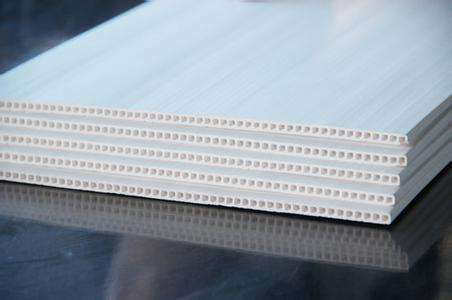
陶瓷膜技术
污水治理的膜王
平板陶瓷膜是新一代无机陶瓷膜,采用Al2O3、ZrO2、TiO2、SiO2、SiC 等无机材料,利用传统烧结工艺制备而成。
它主要是依据“物理筛分”理论,根据在一定的膜孔径范围内,渗透的物质分子直径不同则渗透率不同,以膜两侧的压力差为驱动力,膜为过滤介质,在一定压力作用下,当料液流过膜表面时,只允许水、无机盐、小分子物质透过膜,而阻止水中的悬浮物、胶和微生物等大分子物质通过。打破传统,抛弃管式陶瓷膜,采用板式陶瓷,充分挖掘出了无机陶瓷膜的最大优势,显示出神奇的膜力。
七大优势(7-Clean system)治理水污染 保护水环境
1.净化优势:膜通量在传统膜的基础上提高了3-4倍,过滤面积大。
2.耐力优势:耐酸碱、耐有机溶剂、耐菌、抗微生物、抗污染、耐热性能好。
3.超微优势:孔径为(10纳米—10微米可调),分离精度高。
4.持久优势:无机陶瓷膜使用寿命长达有机膜的3~5 倍,更持久。
5.低耗优势:最高给水压力0.04Mpa,超低压运行,有效节能。
6.高强优势:耐冲击负荷能力强,可汽洗、可水洗、可酸碱洗。
7.自动优势:一键开启,操作简单,在线监控,自动化程度高。
应用领域
提标改造提高环境质量
平板陶瓷膜组,以结构的优势、耐污染能力强,反冲洗效果好、通量大,水质稳定、日常维护方便等技术特性强化了水处理。
第一、污水处理,传统工艺升级改造
以平板陶瓷膜为技术组成的平板陶瓷膜组工艺,用于现有污水处理工程的建设或提标改造,可以解决膜易污染、提升水质排放标准等难题,可用于油水分离、印染、电镀、造纸等难处理污水行业。
第二、应急饮水,实现安全饮用
对于雨水、河水等未受工业污染的水源,通过产品过滤,能够达到饮用标准,不仅解决了应急饮水难题,而且为新农村安全饮水提供了多元选择。
第三、废水再生,提升循环利用
经过平板陶瓷膜产品过滤的再生水,可以用做厕所冲洗、道路清洁、城市喷泉、冷却设备补充用水使用。既节约了成本,又有助于改善生态环境,实现水生态的良性循环。
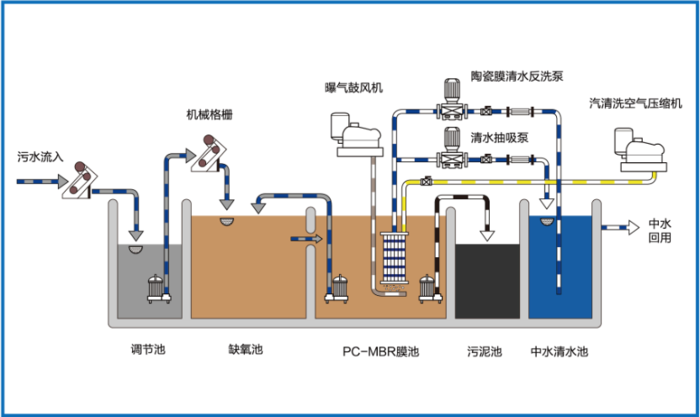
平板陶瓷膜组一体化工艺(PC-MBR Group integration process)
平板陶瓷膜一体化工艺可用于大型污水处理工程的新建或提标改造,比传统有机膜效果好,性价比高。平板陶瓷膜组经过特殊结构化设计,可以延长使用寿命,降低膜污染,轻松实现污水处理达标排放。
工艺优势:
★出水水质可以稳定到地表Ⅳ类水质标准,远高于目前污水排放一级A标准
★占地面积小,无需二沉池
★同面积比传统有机膜组处理量提升一倍以上。固液分离的效率更高,出水水质优秀稳定
★克服了传统活性污泥法易发生污泥膨胀的弊端
★剩余污泥产量少,甚至不生产针对氮氧及一些难降解的处理效果大幅增强操作简便
★能耗低,节约运行成本
★能实现自动化管理
空压机余热回收系统
螺杆空压机的工作原理是由一对相互平行啮合的阴阳转子(或称螺杆)在气缸内转动,使转子齿槽之间的空气不断地产生周期性的容积变化,空气则沿着转子轴线由吸入侧输送至输出侧,从而实现空压机的吸气、压缩和排气的全过程。螺杆空气空压机在长期连续的运行过程中,把电能转换为机械能,机械能转换为风能,在机械能转换为风能过程中,空气受到强烈的高压压缩,使之温度骤升,这是普通物理学机械能量转换现象,机械螺杆的高速旋转,同时也摩擦发热,这些产生的热由空压机润滑油的加入混合成油、水蒸汽排出机体,这部分高温油、气的热量相当于空压机输入功率的25~30%,它的温度通常在80℃(冬季)~95℃(夏秋季)。由于机器运行温度的要求,这些热能通过空压机的散热系统作为废热排往大气中。
螺杆空压机余热回收系统就是利用热能转换原理,把空压机散发的热量回收转换到水里,水吸收了热量后,水温就会升高,使空压机组的运行温度降低,可以大幅提高空压机运行效率,延长空压机润滑油使用寿命,回收的热水还可用于员工洗浴、办公室及生产车间采暖、锅炉补充水、金属涂装清洁处理、无尘室恒温恒湿车间及其它需要使用热水的地方,从而降低了企业为生活用热水、工业用热水而长期支付的经营成本。
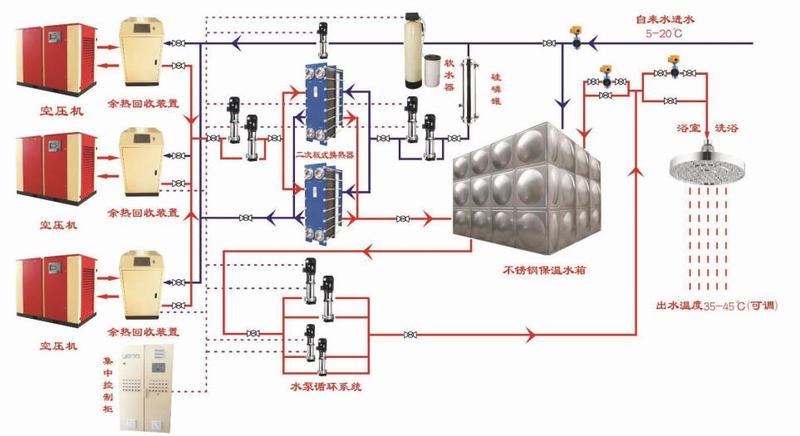
如图所示:空气压缩机高效余热回收系统,包括空气压缩机、余热回收装置、板式换热器、水处理系统、集中控制柜、循环水箱、循环水泵、阀门等。
控制空压机油温在80-90℃之间运行,通过控制油的流量分配,使空压机的油进入余热回收设备后,根据实际的油温进行调节,油温正常时,油路不经过散热系统,如果油温偏高,自动进入原有散热系统,进行降温,达到温控目的。
有效的进行水温控制,采用美国进口的水温控制设备,控制5-20℃冷水进水后,循环一次出热水40-70℃,水温可设定,水温恒定误差上下幅动1℃,控制水温在40-70℃之间运行。
空压机同空压机余热转换装置联运控制,空压机运行时余热转换装置自动运行,空压机停止时自动关闭余热转换装置,这样空压机不运行时不会产生热水,冷水也不会进入系统,避免出现储水箱进入冷水,使水温降低。
控制系统通过水箱水位控制,使补水和循环系统自动切换,水箱水位降低到设定位置后,自动补水,水位到设定位置后,自动停止补水,系统自动转入循环。
空压机余热回收系统优势
1、余热回收系统设置独立的集控系统,监控相应的温度、压力、液位等运行参数并根据运行参数和实际设定需要对集控系统的电动阀,水泵等进行远程集中控制,实现无人值守自动化运行 。
2、空压机余热转换系统带有切换装置,系统维修或不用空压机热水时可把油路手动切换到原有的空压机运行系统状态,不会影响到空压机的使用及维修。
3、15℃的自来水经过空压机余热转换装置一次便可将温度提升至40-60℃,加之温控系统的自动调节功能,使空压机回油温度不低于75℃,保证机组的正常运行。
4、空压机余热回收系统采用二次换热结构,一次循环系统为软水循环系统,降低换热模块的结垢率,延长空压机余热回收换热模块使用寿命。
空压机余热回收工程规划前后对比
节能规划前
1、空压机所产生的高能量热能白白量浪费掉,无法合理利用。
2、空压机因高温而引起的机油碳化,橡胶油管老化,轴油封漏油等一系列故障,带来高成本的维修费,并且还影响生产。
节能规划后
1、无运行成本:不烧油、不耗电,有效利用螺杆式空压机热能,同时散热风机很少运转,降低空压机电量消耗。
2、低成本投入:安装余热回收设备后马上见效,无需再投入其它热水设备,投资回收期约二年。
3、无天气影响,只要空压机运行,即可供应免费无成本热水。
4、改善空压机运行状况:安装余热回收设备后,可以大大的降低空压机的油温,提高产气率,延长空压机使用寿命,减少运行费用(温度越高,空压机效率越低)。
OTHER PROCESS
其他技术
![]()
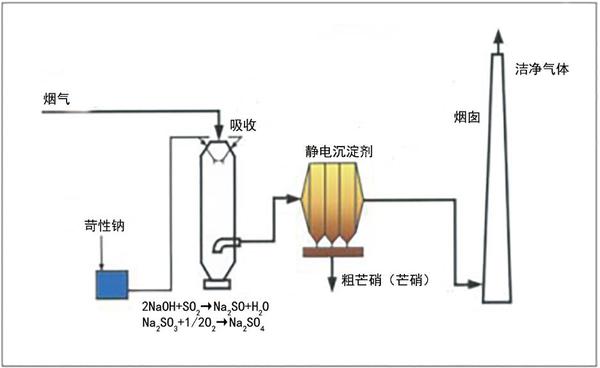
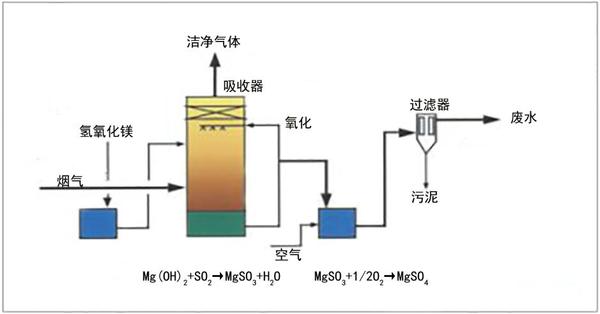
石灰石法脱硫工艺 半干法脱硫工艺 镁法脱硫工艺 亚硫酸钠法脱硫工艺 |

|
|
